上海喆和机电科技有限公司 西门子阀门定位器|西门子直流调速器|西门子变频器|西门子PLC模块控制器
13761188658

2024-07-30 11:00:12
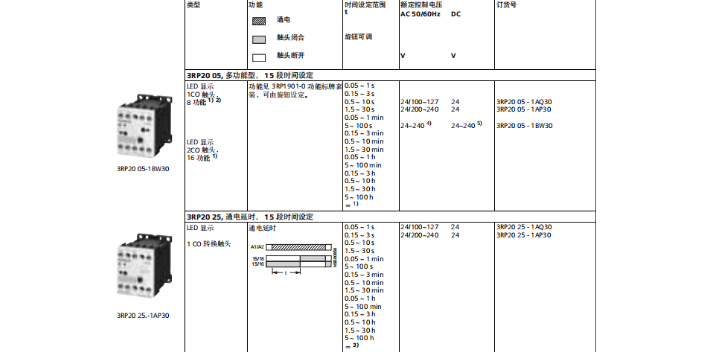
SIMATICS7-400有多个型号:S7-400:中、性能的功能强大的PLC,具有模块化结构和免风扇的设计。S7-400H:采用冗余设计的容错自动化系统,适用于故障安全型应用。S7-400F/FH:采用冗余设计的故障安全自动化系统,也具备高可用性。S7-400S7-400自动化系统采用模块化设计。它拥有丰富的模块,这些模块可进行各种组合。系统包含下列组件:电源模块(PS):用于将SIMATICS7-400连接到120/230VAC或24VDC电源电压。CPU:配有集成PROFIBUSDP接口的不同CPU具有不能范围。根据具体型号,这些CPU也可以带有集成PROFINET接口。使用PROFIBUS接口,多可以连接125个PROFIBUSDP从站。可以将多256个PROFINETIO设备连接到PROFINET接口。SIMATICS7-400的所有CPU均可处理极大型的配置。此外,在一个控制器中的多重计算模式下,多个CPU可以协同工作以提高性能。这些CPU处理速度快且具有确定性响应时间,可实现较短机器循环时间。 S7-400: 中、性能的功能强大的 PLC,具有模块化结构和免风扇的设计。崇明区SIEMENS西门子PLC安装导轨
且集油槽的左侧端面位于安装块左侧端面的左侧,集油槽的左侧端面位于毛刷中刷毛末端所在平面的右侧;出油嘴固定连接在安装块上,且出油嘴的出油端位于台阶部中底面的上方,出油嘴通过三通与注油管相连通;所述机架包括安装板、限位板和卡块,两个限位板对称固定连接在安装板上,两卡块固定连接在安装板上,且一个卡块对应与一个限位板相互卡接。进一步地,所述限位板包括一种板体和第二板体,一种板体与安装板相焊接,第二板体与一种板体相焊接,且第二板体与安装板相平行,在第二板体上设有卡槽。进一步地,所述卡块包括u形本体、j形挂钩和锁紧螺栓,j形挂钩穿设在u形本体的一侧端面上,在j形挂钩上旋接螺母并将j形挂钩与u形本体固定连接,u形本体另一侧边的末端90°折弯并形成固定边,锁紧螺栓插接于固定边上,并贯穿于卡槽和安装板,在锁紧螺栓上旋接三个螺母,两个螺母位于卡槽的前后两侧,一个螺母位于安装板后侧并将u形本体与安装板固定连接。进一步地,所述j形挂钩的挂钩槽与u形本体上的槽位于同一高度平面上。进一步地,所述毛刷包括刷毛和刷板,刷毛固定在刷板上,在安装块的左侧端面上设有用于安装刷板的安装凹槽,刷板通过螺钉固定于安装凹槽内。进一步地。崇明区SIEMENS西门子PLC安装导轨8PT SIVACON 作为一种配电盘可以在世界各地都有供应。
单独接点)6ES7322-1HH01-0AA0开出模块(16点,继电器)6ES7322-5HF00-0AB0开出模块(8点,继电器,5A,故障保护)6ES7322-1FH00-0AA0开出模块(16点,120V/230VAC)6ES7323-1BH01-0AA08点输入,24VDC;8点输出,24VDC模块6ES7323-1BL00-0AA016点输入,24VDC;16点输出,24VDC模块模拟量模板6ES7331-7KF02-0AB0模拟量输入模块(8路,多种信号)6ES7331-7KB02-0AB0模拟量输入模块(2路,多种信号)6ES7331-7NF00-0AB0模拟量输入模块(8路,15位精度)6ES7331-7NF10-0AB0模拟量输入模块(8路,15位精度)4通道模式6ES7331-7HF01-0AB0模拟量输入模块(8路,14位精度,快速)6ES7331-1KF01-0AB0模拟量输入模块(8路,13位精度)6ES7331-7PF01-0AB08路模拟量输入,16位,热电阻6ES7331-7PF11-0AB08路模拟量输入,16位,热电偶6ES7332-5HD01-0AB0模拟输出模块(4路)6ES7332-5HB01-0AB0模拟输出模块(2路)6ES7332-5HF00-0AB0模拟输出模块(3路)6ES7332-7ND02-0AB0模拟输出模块(4路)6ES7334-0KE00-0AB0模拟输出模块(5路)6ES7334-0CE01-0AA0模拟输出模块(6路)附件6ES7365-0BA01-0AA0IM365接口模块6ES7360-3AA01-0AA0IM360接口模块6ES7361-3CA01-0AA0IM361接口模块6ES7368-3BB01-0AA0连接电缆。
电梯导轨安装工程质量验收记录表主控项目1导轨安装位置设计要求一般项目1两列导轨顶面间的距离偏差轿厢导轨(mm)0~+2对重导轨(mm)0~+32导轨支架安装GB50310-2002第3每列导轨工作面与安装基准线每5m偏差值轿厢导轨和设有安全钳的对重导轨≤不设安全钳的对重导轨≤4轿厢导轨和设有安全钳的对重导轨工作面接头GB50310-2002第5不设安全钳对重导轨接头接头缝隙(mm)≤接头台阶(mm)≤8施工试验计划导轨支架和导轨安装完毕,应按本工艺标准“7质量标准”对电梯导轨安装工程质量进行验收并做好记录。9安全生产、现场文明施工要求、特别是吊运道轨时,应仔细检查吊具、卷扬机等设备,防止意外发生。,系好安全带。10成品保护,不可拖动或用滚杠滚动运输。,遇到往梯井内运输不便的情况,可先用和导轨长、短相似的木方代替导轨,反复进行试验,找出比较好的运输方法。若必须要破坏结构时,要和土建、设计单位协商解决,决不可自行操作。、按钮盒、导轨支架孔洞,剔出主钢筋或预埋件时,不要私自破坏,要找土建、设计单位等有关部门协商解决。,不可碰撞。、雪措施。设备的下面应垫起,以防受潮。电源模块 (PS): 用于将 SIMATIC S7-400 连接到 120/230 V AC 或 24 V DC 电源电压。

集油槽214为矩形槽结构,集油槽214固定连接在安装块211的底面上,且集油槽214的左侧端面位于安装块211左侧端面的左侧,集油槽214的左侧端面位于毛刷212中刷毛末端所在平面的右侧。出油嘴213固定连接在安装块211上,且出油嘴213的出油端位于台阶部210中底面的上方,出油嘴213通过三通与注油管12相连通。涂油器21在使用时,润滑油从出油嘴213流出,并滴至台阶部210的斜面上,并顺着斜面向下面至毛刷212上。在对轨道的导轨面涂刷润滑油过程中,集油槽214的左端面位于刷毛末端所在平面与安装块211左端面之间,在将毛刷212抵触在导轨面上时,保证集油槽214的左端面与导轨面贴合即可,此时刷毛被抵触在导轨面上,刷毛被压缩后有一定的弹性,避免集油槽214与导轨面之间刚性接触。在涂刷润滑油时,流下的部分润滑油会沿着倒角斜面下至集油槽214内,被集油槽214回收。本发明的涂油器使用时,是对流下的油进行部分回收,亦控制减少润滑油的浪费。本发明中的机架11包括安装板111、限位板112和卡块113,两个限位板112对称固定连接在安装板111上,两卡块113固定连接在安装板111上,且一个卡块113对应与一个限位板112相互卡接。限位板112包括一种板体115和第二板体116。 CPU 处理速度快且具有确定性响应时间,可实现较短机器循环时间。崇明区SIEMENS西门子PLC安装导轨
S7-400 自动化系统采用模块化设计。它拥有丰富的模块,这些模块可进行各种组合。崇明区SIEMENS西门子PLC安装导轨
焊接采取内外四周满焊,焊接高度不应小于5mm。焊肉要饱满,且不能夹渣、咬肉、气孔等。图图:混凝土电梯井壁没有预埋铁的情况多使用膨胀螺栓直接固定导轨支架的方法。使用的膨胀螺栓规格要符合电梯厂图纸要求。若厂家没有要求,膨胀螺栓的规格不小于φ16mm。1打膨胀螺栓孔,位置要准确且要垂直于墙面,深度要适当。一向以膨胀螺栓被固定后,护套外端面和墙壁表面相平为宜(图)。图2若墙面垂直误差较大,可局部剔修,使之和导轨支架接触面间隙不大于1mm,然后用薄垫片垫实(图)。图3导轨支架编号加工。4导轨支架就位,并打正找平。将膨胀螺栓紧固。:1若电梯井壁较薄,不宜使用膨胀螺栓固定导轨支架且又没有预埋铁,(微信公众号:电梯)可采用井壁打透眼,用穿钉固定铁板(δ≥16mm)。穿钉处,井壁外侧靠墙壁要加100×00×12(mm)的垫铁,以增加强度。见图,将导轨支架焊接在铁板上。图2加工及安装导轨支架的方法和要求完全同有预埋铁的情况。:梯井壁是砖结构,一般采用剔导导轨支架孔洞,用混凝土筑导轨支架的方法。(微信公众号:电梯)1导轨支架孔洞应剔成内大外小,深度不小于130mm(图)。图2导轨支架编号加工,且入墙部分的端部要劈开燕尾。图)。 崇明区SIEMENS西门子PLC安装导轨